


 0
0

1月18日,北京化工大学教授李群生团队完成的“碳中和背景下的化工分离提纯过程节能关键技术及工业应用”通过了中国化工学会在北京组织的科技成果鉴定。
经质询和讨论,鉴定委员会形成鉴定意见并一致认为,该成果具有自主知识产权,创新性强,总体达到了国际先进水平。其中精馏—结晶(萃取、膜分离等)组合分离、“MEU”节能网络模型等关键技术达到了国际领先水平,显著促进了碳中和目标的实现与化工行业绿色发展,推动了相关行业科技进步和产业转型升级,建议进一步大规模推广应用。

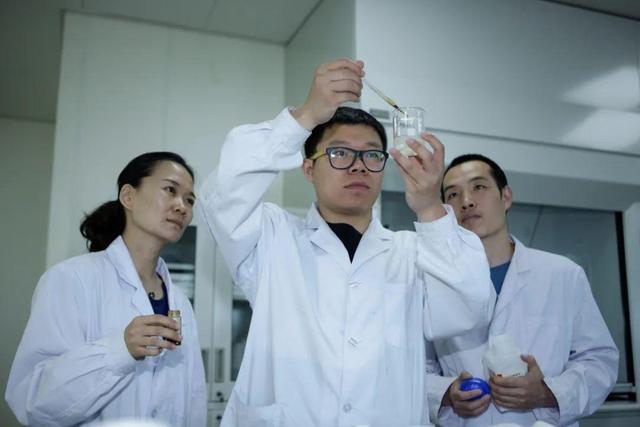
图为科技成果鉴定会现场。
据了解,精馏是化工领域中最为成熟,应用最为广泛且必不可少的单元操作,同时也是工业过程中能耗和设备投资相当高的环节,在炼油、石化等行业中,能耗可占到全过程总能耗的一半以上。因此,对精馏过程节能技术的研究具有极其重要的意义。
据李群生教授介绍,该项目开发了精馏-结晶(萃取、膜分离等)联合节能技术,突破了同分异构体或者沸点相近的物系单一精馏过程能耗大等难题,精馏塔的回流比降低60%以上,节能效果显著。研究团队还开发了多阶梯换热节能技术、系统热集成节能换热技术、新型热泵精馏节能技术等工艺过程节能优化新技术,对反应放热、精馏塔塔顶热量、塔底热焓实现了充分利用,节能15%以上。
在理论研究与模型构建方面,研究团队首创了能量综合利用最大化的“MEU”模型,构建了公用工程消耗量最低的节能网络,为化工过程的节能优化提供了理论基础。同时,建立了精馏设备动态控制数学模型,提出了一种响应速度快、波动小的组分—温度控制结构,可使精馏过程能源消耗减少13%。
此外,项目组还配套开发了一系列节能设备:如单位压降比吉姆派克(Gempak)填料降低35%,波纹线呈折线的LDP填料;比F1型浮阀塔板分离效率提高13%的导向孔、帽罩和填料最优配置的FPT塔板;比同类技术能量回收率提高30%的重力回流倒U型换热管节等。
目前,该技术已广泛应用于电子化学品、高出度高端化工产品,以及石油化工、煤化工、医药化工、酒精工业等行业中,并在全国18家企业20多个产品生产过程的100余个项目中成功应用,显著减少了化工分离提纯过程的能耗和CO2排放,并取得了巨大的经济效益、生态环境效益和社会效益。据不完全统计,该技术应用近三年以来,累计取得直接经济效益17.11亿元,节省水蒸气164.31万吨,节能折合标煤24.55万吨,减少CO2排放71.20万吨。













 浙公网安备
33020502000290号
浙公网安备
33020502000290号














